SPECIMEN PREPARATION
MOUNTING - GRINDING - POLISHINGTHE SPECIMEN FABRICATION DEVICE
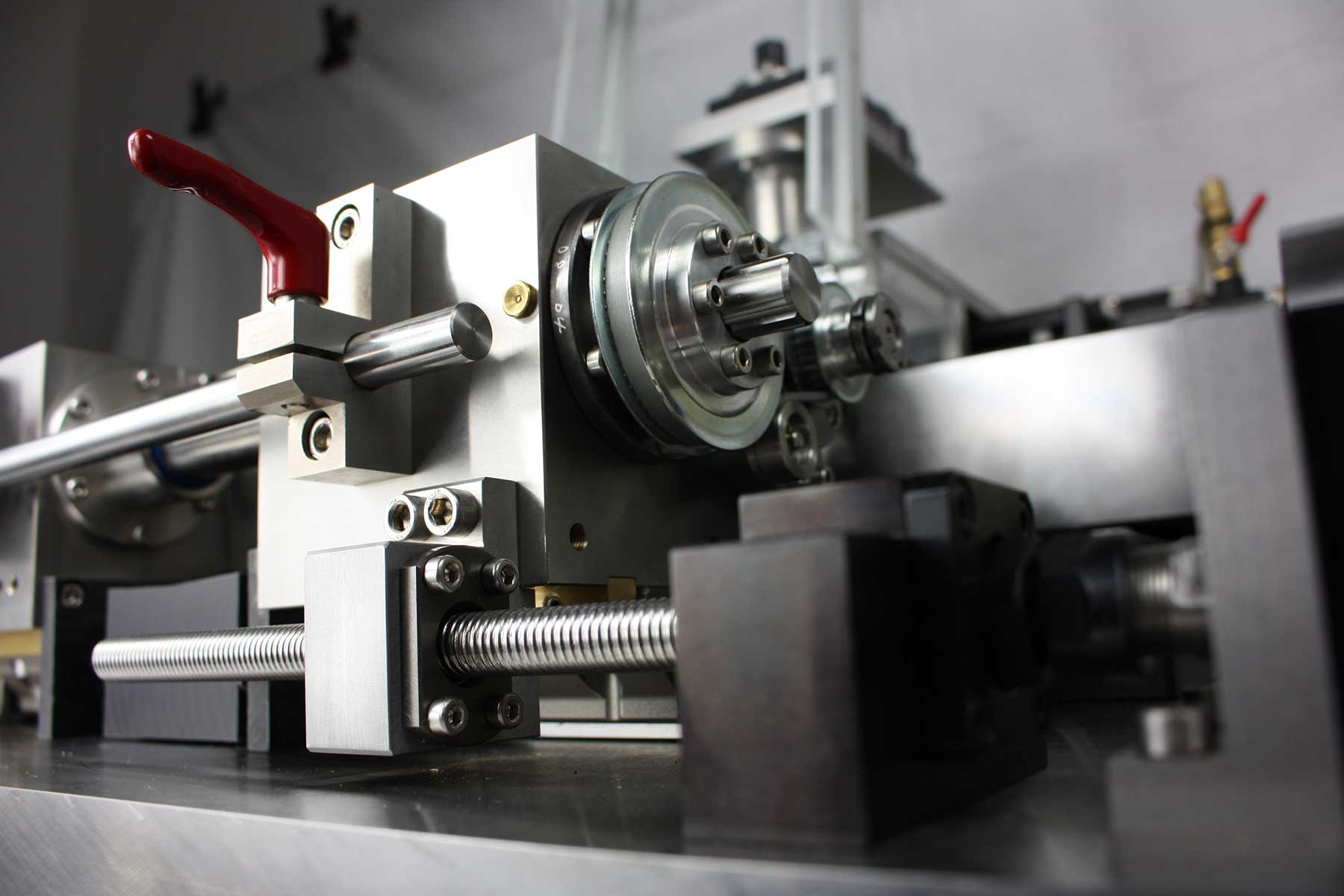
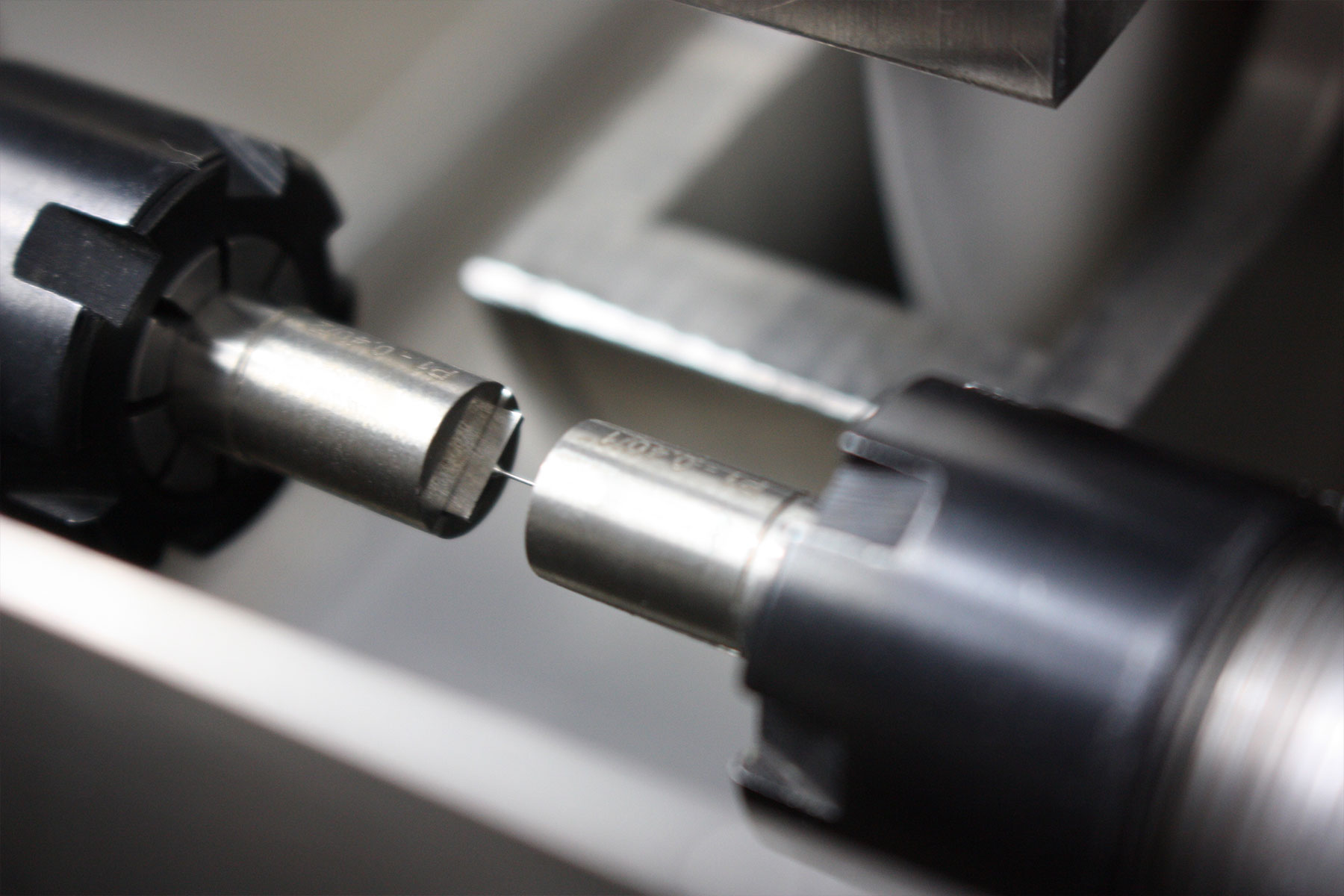
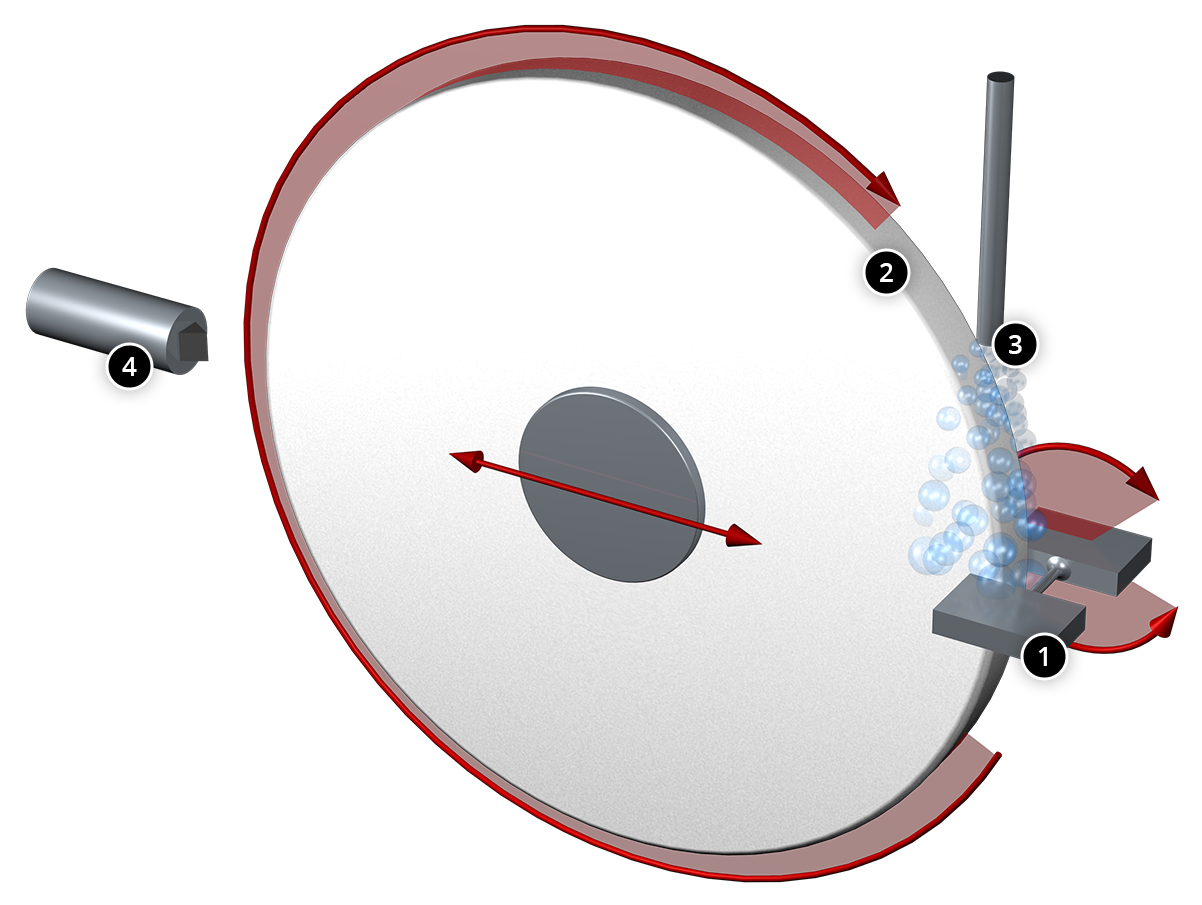
The device consists of several components, the main components are the permanently mounted grinding spindle ➋, the wheel dressing diamond ➍, the liquid cooling system ➌, and the linear moveable specimen holder. High – precision bearings ensure almost perfect concentricity. The specimen holder ➊ itself consists of two shafts with a gripper to fix the specimen. The cogs on the other side are powered by one wheel, which guarantees a synchronic rotation of both specimen holder shafts. This is especially important for the slowdown where otherwise a twisting moment could break or deform the specimens. The whole specimen holder device is mounted on linear bearings situated perpendicular to the grinding wheel rotation axis. The fabrication process is fully automated and software controlled.

THREE STEPS TO OBTAIN PERFECT SPECIMENS
The secret to the fabrication process is the newly developed combination of the grinding and polishing step in a revolutionary way without manipulation of the specimen during processing. A low influence on the material during shaping is caused by the grinding process. No heat affected zone and local melting of the specimen surface like in electrical discharge machining occurs. A water cooling system can reduce the machining heat to a minimum level and an additional polishing process is applied as a final step. Even polished specimens keep their high accuracy in specimen geometry.
More information about the low influence of the fabrication process on the material itself and the high quality of the specimen surface can be found in
MOUNTING / DEMOUNTING
With the development of our unique mounting equipment this step goes fast and is user- friendly, but it is still the secret to obtain a perfect specimen. High flexibility of the initial shape of the material to be tested is given: It can have cylindrical, rectangular or any kind of other shape. Even materials which have diagonal surfaces can be processed. Therefore, every kind of sectioning techniques like precision cutting or diamond wire sawing can be used to tailor the material volume.
After individual tailoring, the material can be easily mounted and the final specimen is demounted from the specimen holder without applying any load.
DRESSING
Before the actual specimen fabrication, the grinding wheel has to be trued by a diamond profile dresser. With this step, the precise geometric shape of the grinding wheel, which is the negative shape of the later specimen, is determined. With our software, the actual contour to be machined can be easily defined and practically any rotationally symmetric shape is possible.
GRINDING AND POLISHING
The type of grinding wheel can be freely chosen in order to fit the materials needs best. Due to constant water-cooling during the grinding process, the machine and specimen heating are kept to a minimum. The feed rate can be freely set according to specific requirements which guarantees low cutting pressures.
Before applying the final grinding step, calibration and final shapening of the grinding wheel can be done without de – mounting the specimen. This guarantees perfect symmetry of the final specimen with defined and superior surface quality.
After shaping by grinding, the polishing step follows. Different polishing cloths and suspensions used in standard metallographic preparation can be chosen leading to superior specimen surface finishes. A quick release fastener is used for changing the polishing cloths. A cleaning step between each single polishing step is possible, too.
MEASUREMENT OF SPECIMEN DIMENSIONS
GET IN TOUCH
Der Aufbau des Dienstleistungsbereichs wird vom Bundesministerium für Wissenschaft, Forschung und Wirtschaft und der Europäischen Union unterstüzt.